Overview
The Automotive Quality Core Tools, also known as Quality Core Tools or just simply Core Tools are key pillars of an effective quality management system. Over 30 years ago, AIAG (Automotive Industry Action Group) and ASQ (American Society of Quality) collaborated with the domestic automotive manufacturers Ford, GM, and Chrysler (now FCA) to establish collective quality methods and tools, which became known as the Quality Core Tools. Other manufacturing sectors including aerospace, defense, medical, consumer products, transportation, and pharmaceutical adapted these tools over time.
Most automotive manufacturers and suppliers require use of one or more of the Core Tools. Therefore, organizations whose employees have mastered the Core Tool processes can assure their customers that the industry’s most qualified individuals are working on their behalf, and that IATF 16949 and applicable quality reference manual requirements will be met without fail.
PMC offers Core Tools Training that covers all tools including Advanced Product Quality Planning & Control Plan (APQP), Production Part Approval Process (PPAP), Failure Mode and Effects Analysis (FMEA), Statistical Process Control (SPC), and Measurement System Analysis (MSA) or provides training for each tool individually.

APQP (Advanced Product Quality Planning)
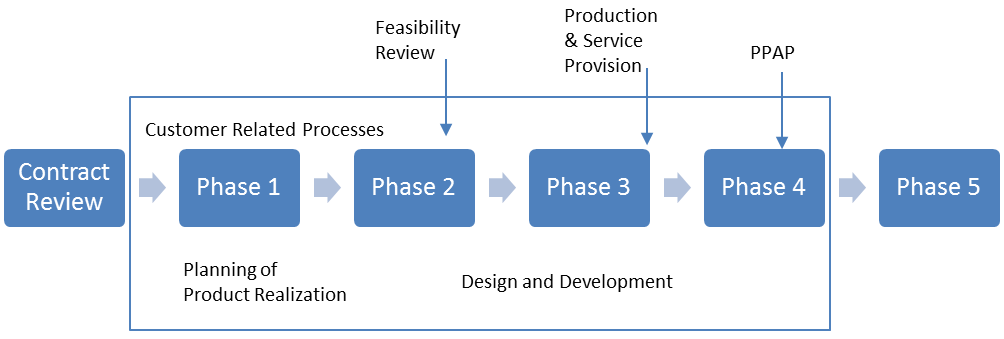
APQP (Advanced Product Quality Planning) is a structured method of defining and establishing the steps necessary to assure that a product satisfies the customer. The Product Quality Planning requires a planning team to concentrate its efforts on problem prevention. PMC offers APQP Training that covers 5 phases of the tool along with its applications to manufacturing.
The goal of product quality planning is to facilitate communication with everyone involved to assure that all required steps are completed on time.
PPAP (Production Part Approval Process)
PPAP (Production Part Approval Process) is a standardized method developed by AIAG for IATF 16949:20016 used by suppliers to submit new or changed parts for approval to their customers prior to shipping mass quantities for production. PMC offers PPAP Training that covers elements, submission levels Part Submission Warrant (PSW) along with its applications to manufacturing.
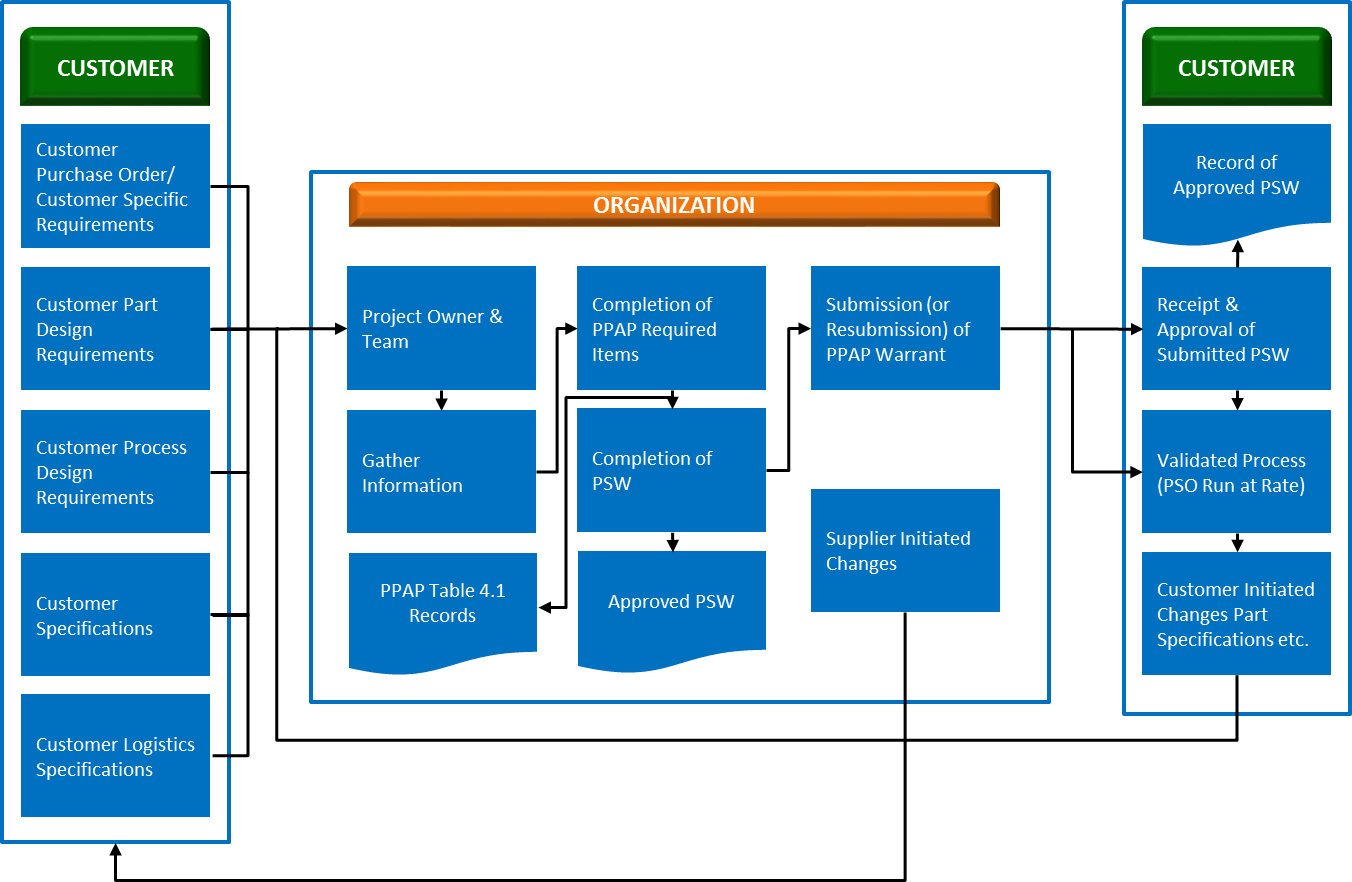
The purpose of PPAP is to determine and provide evidence that all customer engineering design record and specification requirements are properly understood by the supplier and that the manufacturing process has the potential to produce product consistently meeting these requirements during an actual production run at the quoted production rate. Below is a sample PPAP Process Flowchart where activities shown will not always be present.
Eighteen (18) PPAP Requirements are:
- “Design Records” of Saleable Product
– For proprietary components/details
– For all other component/details - Authorized Engineering Change Documents, if any
- Customer Engineering Approval, if required
- Design FMEA
- Process Flow Diagrams
- Process FMEA
- Control Plan Measurement System Analysis Studies
- Measurement System Analysis Studies
- Dimensional Results
- Records of Material/Performance Test Results
- Initial Process Studies
- Qualified Laboratory Documentation
- Appearance Approval Report (AAR)
- Sample Production Parts
- Master Sample
- Checking Aids
- Records of Compliance With Customer-Specific
- Requirements
- Part Submission Warrant (PSW)
FMEA (Failure Mode and Effects Analysis)
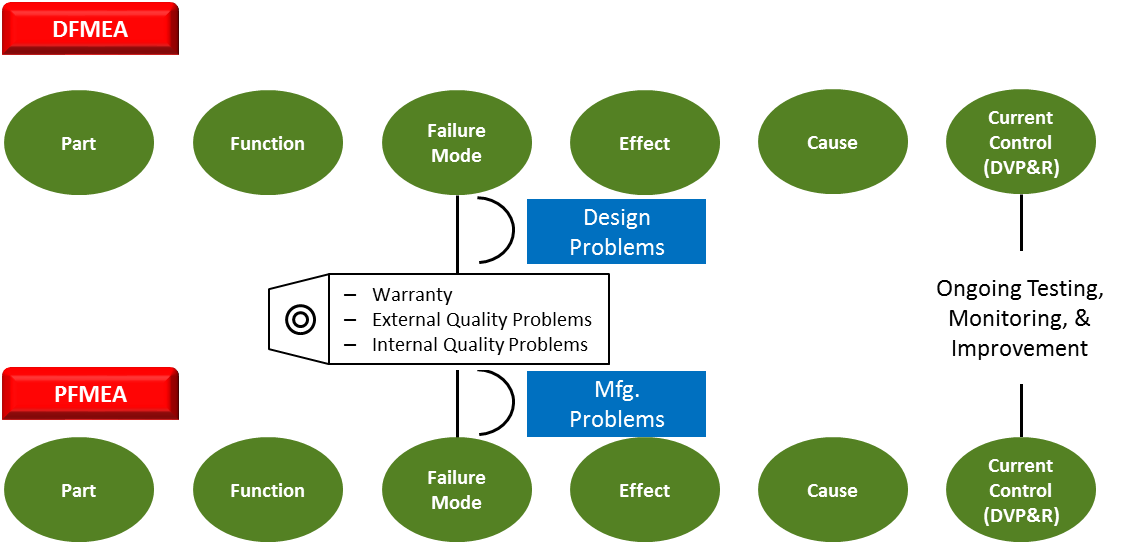
FMEA (Failure Mode and Effects Analysis) is an analytical methodology used to ensure that potential problems have been considered and addressed throughout the product and process development process (APQP). Each FMEA should ensure that attention is given to every component within the product or assembly, where critical and safety-related components or processes should be given a higher priority. PMC offers FMEA Training that covers APQP to FMEA linkage, Inputs from APQP to PFMEA & Process Flow Diagram, Developing a Process FMEA, and PFMEA to Control Plan Linkage along with its applications to manufacturing.
MSA (Measurement System Analysis)
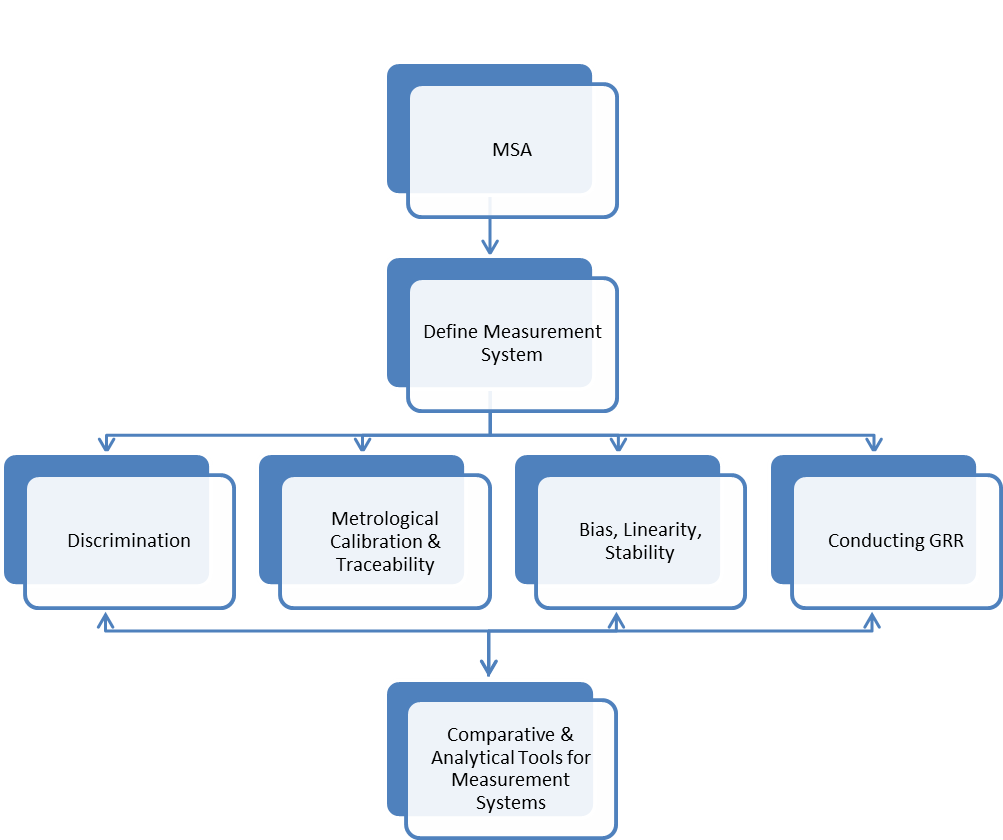
MSA (Measurement System Analysis) primarily deals with analyzing the effect of the measurement system on the measured value. Emphasis is on the effect due to equipment and personnel. PMC offers MSA Training that covers Measurement System Analysis Defined, Statistical Properties of Measurement Systems, Gage Repeatability & Reproducibility (Gage RR) Studies, Attribute MSA, Measurement Planning along with its applications to manufacturing.
Overall Objective of MSA is the uncertainty of measurement that;
- The range within which the true value of a characteristic is estimated to lie.
- Such data can be expressed as statistical distribution of a series of measurements, standard deviations, probability, percentages, error as the difference between actual value minus the true value, as a point on a control chart or diagram, etc.
SPC (Statistical Process Control)
SPC (Statistical Process Control) primarily deals with studying variation to improve process performance in any area or process and that SPC focuses on “prevention”, not “detection”, where detection tolerates waste while prevention avoids waste. PMC offers SPC Training that covers Variable and Attribute Control Charts, and Capability Studies along with its applications to manufacturing.
While there are many ways to improve quality and productivity, most of them are variance-reducing procedures of one sort or another. It is the case, however, that strategies for eliminating special-cause variation are almost always completely different from procedures for reducing common-cause variation.
Special-cause variation is the result of some deviation or abnormality in the process. Therefore, when such a cause has been identified, it is almost always possible to remove it. In fact, the responsibility for identifying and removing special causes of variation usually lies with the operator or supervisor-and it is usually carried out at the point of production. Common-cause variation is not a short-term problem. It is almost always the result of very basic, structural “deficiencies” in the process design.
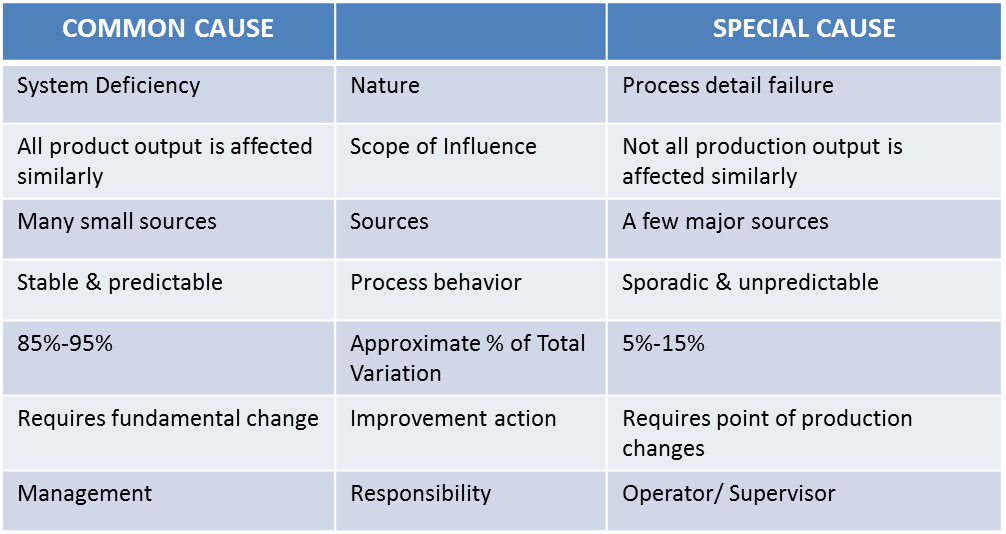
Given the differences between special causes of variation and common causes of variation, it would be in everyone’s best interest if removal of special causes would yield greater opportunities for continuous quality improvement that would removal of common causes. Unfortunately, just the opposite is usually the case.
Some of the tools for Controlling and Improving Processes are:
- Process Flow Diagrams
- Failure Mode and Effects Analysis (FMEA)
- Control Plans
- Control Charts
- Problem Solving Techniques
- Design of Experiments
- Simulation
- Supplier Certification
- Preventative Maintenance
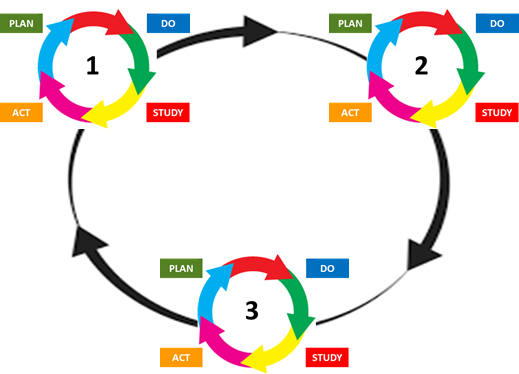
Three Stages of Continual Process Improvement Cycle with SPC are:
1. ANALYZE THE PROCESS
- What should the process be doing?
- What can go wrong?
- What is the process doing?
- Achieve a state of statistical control
- Determine Capability
2. MAINTAIN THE PROCESS
- Monitor process performance
- Detect special cause variation and act upon it
3. IMPROVE THE PROCESS
- Change the process to better understand common cause variation
- Reduce common cause variation
Contact Us
Please write your questions in the following form and we will get to you as soon as possible. We look forward to helping you achieve your goals.